Abrupt Failures Demand Automatic Shutdown
When push comes to shove, trust the system
Modern, online diagnostic and monitoring systems are great things to have for safe and reliable machinery operation. Condition-based maintenance, increase of uptime, efficient repairs and short mean time to repair {MTTR) with maximum mean time between maintenance (MTBM) are all concepts and goals that can be realized with state-of-the-art technologies and services.

But what if operators are reluctant to utilize all capabilities-the entire technological horsepower of their systems, i.e., automatic shutdown functionality? Many systems are not set to automatically trip a machine in case of a critical event.
Quite a substantial percentage of operators we have talked to over the last two decades have more confidence in a slow chain of reporting with a manual machine stop at its end than in a super-fast, automatic shutdown feature. One incident in early 2000 topped it all.
The monitoring system sent alarm notifications over all configured channels, such as email, SMS and fax. Ultimately, the shutdown alarm was recognized in the control room because the fax machine beeped constantly due to a paper jam due from the continuous printing of alarm notifications sent by the monitoring system. With a delay of several minutes after the first safety limit violations, the compressor was shut down manually.
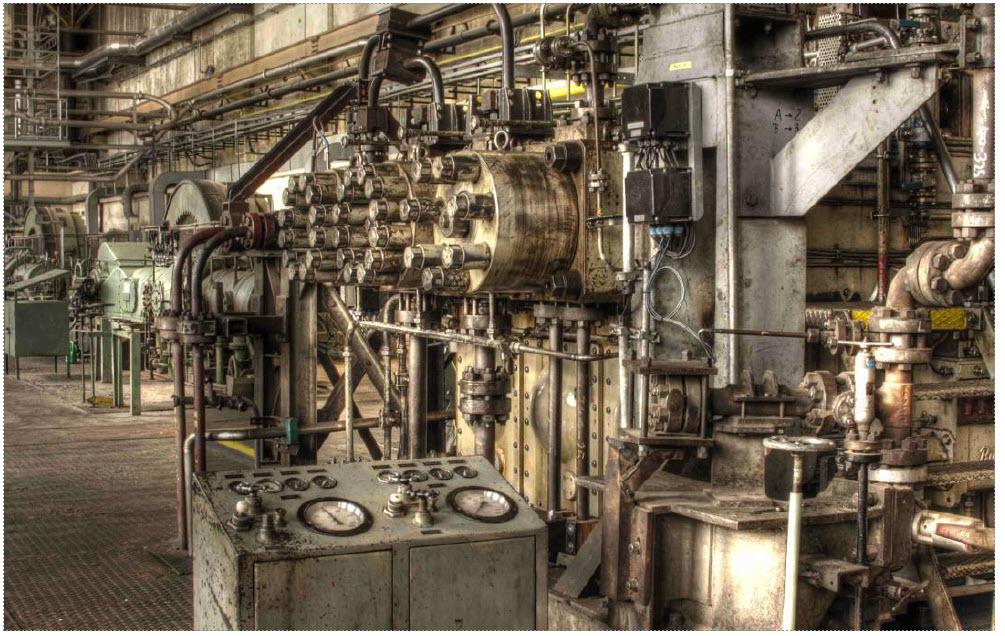
This case study describes the detection of an abrupt event on a reciprocating compressor as an example of how important activated, automatic shutdown functions are. The operator of the reciprocating compressor is located in northern Germany.
lt is an underground natural gas storage facililty that operates four compressors to inject and store the gas until winter. The article showcases the sequence of a piston rod breakage based on monitoring data and findings after the inspection of the affected machine.
Monitoring system equipment
Over 11 years, from August 2000 to 2011, the operator continuously expanded the number of PROGNOST®-NT installations. Today, four reciprocating compressors are equipped with the following probes (Table 1 and Figure 1 ).
| Machine Protection | Condition Monitoring |
|---|---|
| Proximity: Piston Rod | Vibration (Acceleration): Cylinder |
| Vibration (Acceleration): Crosshead | Dynamic Pressure: Compression Chamber (pV) |
| DCS-Data: Pressures, Temperatures (Trend) |
Table 1: Rotation speed / phase reference

Figure 1: Monitoring instrumentation
Sequence of events
On Aug. 31, 2015, the PROGNOST Systems customer support department in Rheine, Germany, received a hotline call from the customer’s control room. The customer requested the verification of the signals recorded because of an automatic machine shutdown.
The monitoring system detected a catastrophic piston rod failure at 08:07:26 and triggered an automatic shutdown of the machine. Only four seconds later, the compressor was stopped (rpm = 0) and consequential damages were avoided.
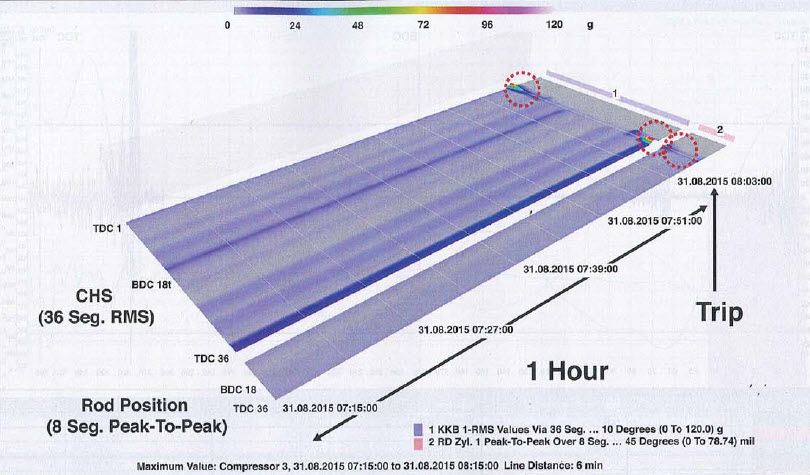
Figure 2. Three-dimensional waterfall plot over oner hour: Crosshead vibration and rod position. The failure was not detectable and occurred abruptly.
The piston rod failure was abrupt with zero early indications. Figure 2 shows the analyzed crosshead RMS vibration (more than 36 segments = 360° crank angle = 1 revolution) and the piston rod position peak-to-peak value (eight segments) over one hour in a 3-D waterfall view.
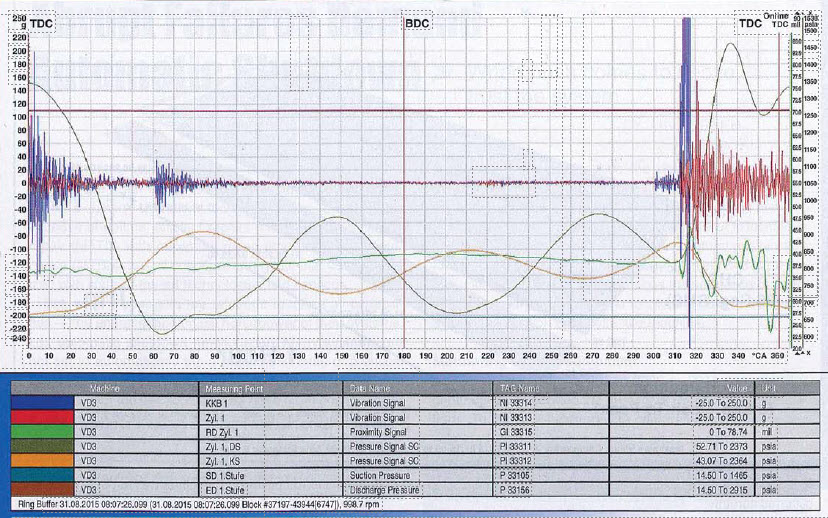
Figure 3. Online (ring buffer) – Revolution 2 – Crack of piston rod (increased crosshead vibration (blue) and red position amplitudes (green), no compression. The lower graph shows the segmented signal with the safety limits violations in four segments.
For a detailed analysis, it is necessary to examine the signals revolution by revolution to understand the sequence of this event. The revolution-based analysis is possible with the ring buffer, which is automatically triggered, records all signals and analyzes subsequent root causes. This enables the machine operator to determine the failure – with all information recorded seven minutes before and three minutes alter this event (here: 1000 revolutions).


Figure 4. Segmented piston rod signal with the safety limit violation in one segment that is sufficient for safety shutdown.
Conclusion
The case study illustrates, based on an automatic trip at a decisive moment with no human interaction, how important it is to protect a machine with a modern monitoring technology to detect abrupt failures. An automatic shutdown based on proven reliable analyses makes. It possible to stop machines without wasting time and with no consequential damage.

Broken rod 
Broken piston
lt is also important to set the safety limits individually per measuring point. Even if one probe is defective, for whatever reason, other probes take over and shut down the compressor. Close cooperation of all parties involved allows efficient root cause analysis and focused maintenance measures.
The integrated ring buffer enables the operator to have directed repair activities; the affected cylinder was identified in a glance and the failure mode pinpointed based on the ring buffer data.
Summary:
A reciprocating compressor at a natural gas storage facility in northern Germany experienced a sudden piston rod failure with no prior warning.
The PROGNOST®-NT monitoring system detected the issue and triggered an automatic shutdown within seconds, preventing further damage.
Detailed signal analysis using a ring buffer allowed the team to pinpoint the failure and identify the affected cylinder.
The case highlights the importance of automated shutdowns, customized safety limits, and close collaboration between teams for effective diagnostics and maintenance.

{kind=link}
{kind=link}
{kind=link}
{kind=link}