Risk Management: Fine-tune Monitoring of Critical Compressors
In this case study, a new monitoring system was installed on a critical service hyper compressor for a Middle East (ME) ethylene complex. This unit supported two 400 Mton polyethylene (PE) units; downtime for the compressor was extremely expensive to the operating company.
The advanced monitoring system features an automatic safety shutdown when a pre-defined number and level of critical signal levels for compressors, in this case for a hyper compressor is violated.
The goal is to guarantee a cost-efficient operation by protecting plant equipment and minimizing unit unavailability. The new monitoring system provided extensive data, thus allowing the reliability team to draw conclusions on the reasons for the shutdown and appropriate action to implement (FIG.1).
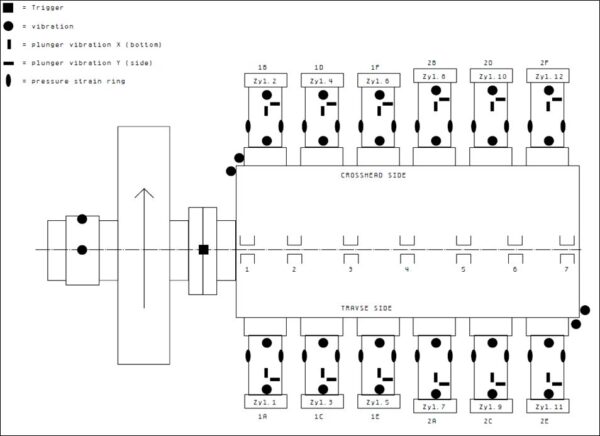
Figure 1. Sensor installation chart for the hyper compressor.
Installation
The Principal Petrochemical Complex in Jubail, Saudi Arabia, consists of several plants-a 400-Mton high-density PE and a 400-Mton low-density PE plants. Approximately 70% of polymers are sold on the world market and 30% are consumed in the ME Gulf region.
Overview
The respective compressor is an ethylene hyper compressor built in 2006/2007 that operates as a secondary compressor. lt is equipped with an advanced monitoring system. This system monitors vibration and pressure, as well as plunger run-out (x/y ), as shown in FIG. 2.
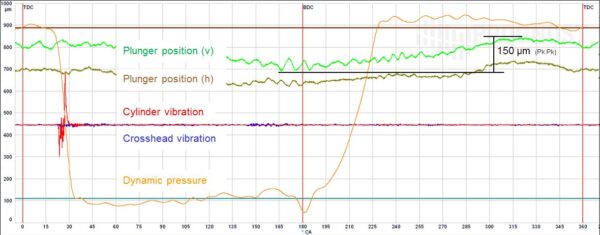
Figure 2. Seven minutes before the trip, all signals of cylinder 2B were good. The vertical plunger position was at 150 µm peak to peak. Cylinder and crosshead slide Vibrations and dynamic pressure were at normal levels.
Sequence of events
Only seven minutes before trip, the hyper compressor was running normal; all signals were within the defined safety limits (FIG. 2). Cylinder 2B showed deviations in the vertical plunger position.
The peak-to-peak value changed from 150 1-1m to 420 1-1m and violated the safety limit that was set at 400 1-1m. The horizontal plunger position stayed on a normal level (FIG. 3). Shortly after, the higher plunger run-out occurred and the plunger temperature increased from 60°C to 70°C.
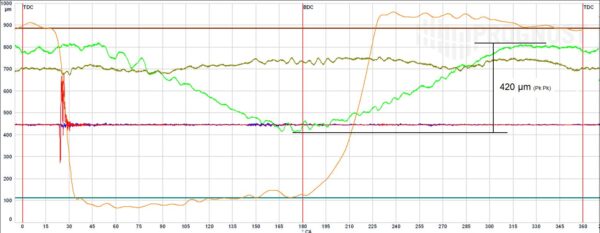
Figure 3. Before the safety shutdown, the plunger operation violated defined safety limits.
Both the crosshead and cylinder vibration levels remained normal, as shown in FIG. 4. Based on the safety limit violation, the advanced monitoring system shut down the compressor. The event occurred on a weekend; only the operations team was on site.
Operations staff decided to restart the machine after adjusting the lubrication system to 100% quantity without consulting the reliability team. After the restart, the plunger vibrations returned to an acceptable limit. The temperatures also returned to normal. No further data analysis was cloned.
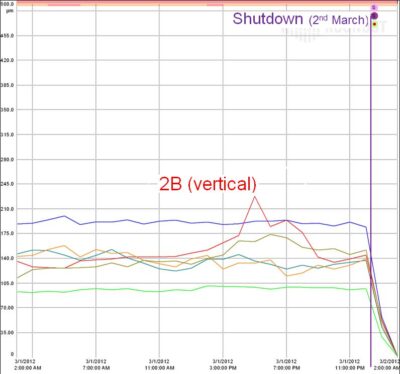
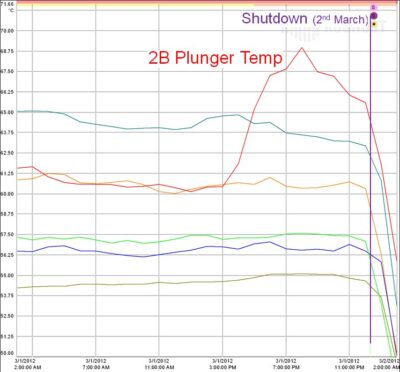
Figure 4. A comparison of the trend charts shows that the plunger temperatures on stage 2 increased shortly after the plunger vibration began.
Pre-failure conditions
For 24 hours, the compressor ran without reaching any critical values. The operations team reduced the lubrication to 90% and the plunger displacement values increased to 220 µm. Again, the reliability team was not informed. After the weekend a reliability study was conducted.
The operations team had reduced the lubrication for another time to 85% quantity to analyze the effects. With the reduced lubrication, the vibration radically increased again, reaching 320 µm. The reliability team recommended replacing the packing and central valve. When the compressor was inspected, several findings were made:
- The sealing rings for packing cups 1 and 5 were damaged in the tangential ring.
- The sealing for packing cups 2 and 3 were found with polymer sticking over the entire portion.
- The throttle ring for the packing cup 7 had lost its garter ring.
The teams concluded that the temporary large amounts of lube oil provided helped to fill the gaps in the damaged cups which allowed the plunger to run smoothly.


Figure 5. Damage was done to the rings of the packing cups when operations continued without consulting the reliability team.
Tripping events require analysis
For the operating company, this sequence of events led to several conclusions to avoid similar cases in the future. After the automatic shutdown of a compressor, meaningful diagnostic analyses are mandatory by trained personnel.
Focusing on 100% lubrication may lead to wrong conclusions for the compressor malfunction. The result may be severe damage to critical parts, leading to longer downtimes. Using a reliable compressor monitoring system can provide all relevant data to conduct such analysis and to yield correct conclusions on the compressor.

Figure 6. Polymer on the cylinder packing is a very unusual phenomenon.
Summary:
A new monitoring system was installed on a critical hyper compressor in a Saudi ethylene complex to prevent costly downtime.
The system automatically shut down the compressor when safety limits were exceeded due to abnormal plunger movement and rising temperature.
Operations restarted the machine without consulting the reliability team, leading to further wear and damage.
The incident highlighted the need for proper diagnostics after shutdowns and the importance of collaboration between operations and reliability teams.


{kind=link}
{kind=link}
{kind=link}
{kind=link}