H2 compressors at refinery early show abnormal wear conditions
Residual abrasive contaminants in new process units can cause rapid wear of rider bands in reciprocating compressors. Those abnormal wear conditions can be detected at an early stage by continuously monitoring the proximity measures with the help of a PROGNOST®‐NT monitoring system. As a result, costly damages to the compressors can be avoided.
The set‐up
This could be proven in an actual case at a refinery in Texas, USA. The system consisted of two H2 compressors. Both machines were brought online in 2010 with a Prognost system installed. The goal of the installation was to support a predictive maintenance strategy rather than waiting for damages. The Prognost NT monitoring system installed covered five different parameters: machine protection,
early failure detection, wear monitoring, performance optimization and DCS integration.

One of the compressors is inspected by the Reliability Team.
Different wear progression on each compressor
The wear progression of the rider bands on the two compressors was tracked weekly by the Reliability Team. This constant monitoring gave insight into the different development in each compressor.
For the “A” compressor, the rider band wear headed up to 4 to 6 mils per week. The analyses of the 30‐days trend showed that this was not a constant process. The wear accelerated towards the end of the monitoring period. In total, the “A” compressor lost 45 mils on the rider band within four weeks.
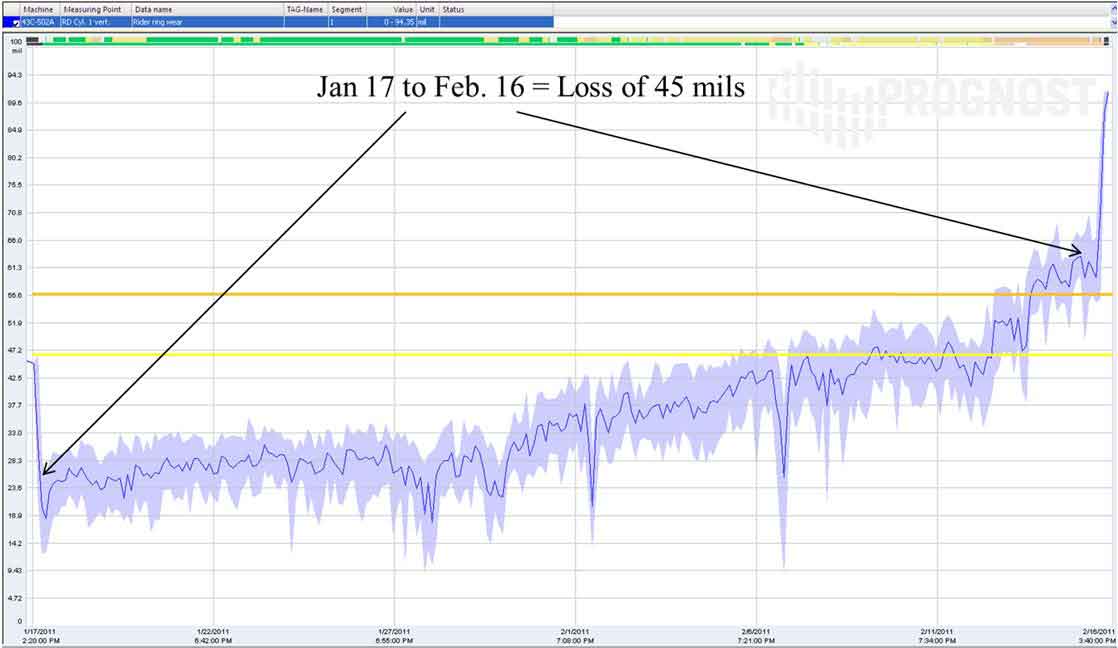
The 30‐days trend for the “A” compressor shows an ascending curve.
On the “B” compressor, the wear was slightly lower, with 3 to 4 mils per week. Compared to the “A” compressor, the curve was steadier and with less overall wear. The total loss over a period of 120 days was 35 mils. Here also, the loss was increasing towards the end of the lifecycle with a significantly steep trend reading at the very end of period.
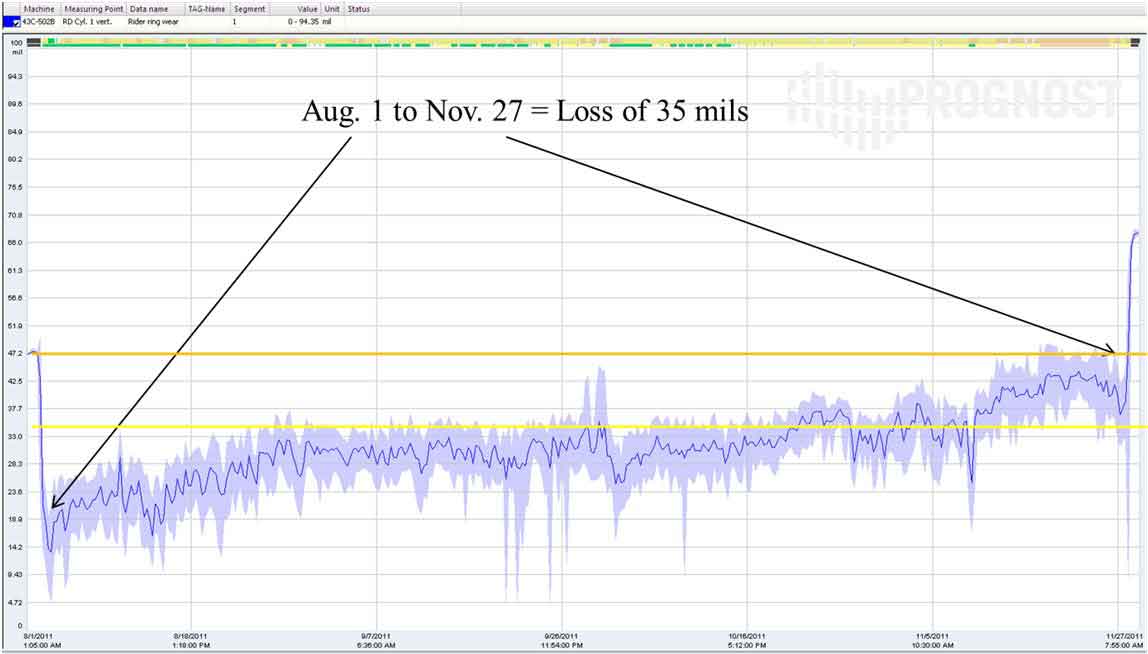
The 120‐days trend for the “B” compressor is a steady curve, but with an outlier at the end of the
period.
Based on the constant monitoring and the data analysis, the Reliability Team could schedule the outages before the pistons contacted the liners. Both machines were taken down twice over a 12‐month period to replace the worn rider rings due to grit from the new construction.
Conclusion
The PROGNOST®‐NT monitoring system installed at the refinery proved that the continuous monitoring of wear is an important part of the post commissioning Reliability plan. It also showed that new reciprocating compressors can be susceptible to rapid wear of rider bands due to residual abrasive contaminants.
The accuracy of the Prognost system wear calculations demonstrated the system’s effectiveness and avoided damages to the compressors. The Reliability Team learned the importance of obtaining and entering accurate rider band potential to avoid pistons contacting the liners. Based on this experience, the Team could develop trust in the Prognost wear trends. As a result, the team doesn’t take an outage until the system indicates that this is necessary.


{kind=link}
{kind=link}