Case Study: Proximity measurement to detect a fractured piston rod
Successful avoidance of major secondary damages using proximity measurements to detect a partially fractured piston rod
By Uwe Ladwig
Download the case study: ct2_early-automatic-online-detection
One day, the online monitoring system at the Yara Brunsbüttel (Germany) urea plant site avoided compressor damage by detecting a cracked piston rod at the first stage. Prior to a complete rod failure, the machine automatically stopped, avoiding costly consequential damage.
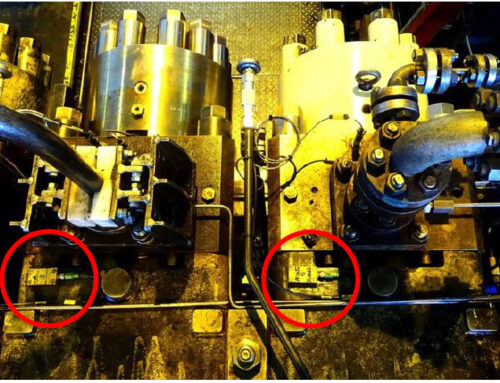
Thomassen reciprocating compressor
Application
The urea plant operates, besides others, two Thomassen reciprocating compressors in carbon dioxide (CO2) service. Since October 2001, both compressors have been equipped with a PROGNOST-NT online condition monitoring system. In recent years, several machinery failures have been detected by the system, such as rider ring wear, loosened components and valve problems. The machines are four-throw, double-acting, four-stage horizontal compressors and have been in operation since 1997.
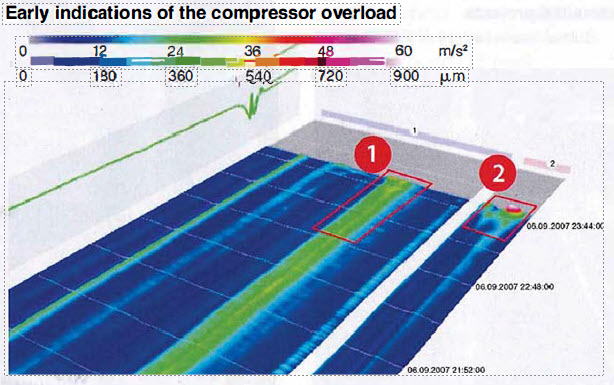
Early indications of the compressor overload. Waterfall (3-D) plot of average minute per revolution values over two hours of machine operation. The left side (1) displays the crosshead vibration values; the right side (2) shows the piston-rod position analysis values. Whereas the vibration reading is within the normal range and shows no early indication, the dynamic piston-rod position continuously issued alarms for more than 30 minutes and finally triggered the automatic shutdown.
The PROGNOST monitoring system continuously monitors all safety and performance-relevant parameters on the compressors. Vibration and displacement sensors, as well as pressure probes, produce the signals needed for gapless and meaningful safety protection and condition monitoring.
Additionally, all relevant process data from the distributed control system (DCS) are integrated, monitored and trended: Yara decided to have an automatic shutdown in case a dangerous machine status occurred. Based on crank angle-related rod-position analyses, PROGNOST shuts down the machine. The system calculates the peak-to-peak value of the segmented piston-rod position (runout) signal, providing additional information regarding the condition of motion works components.
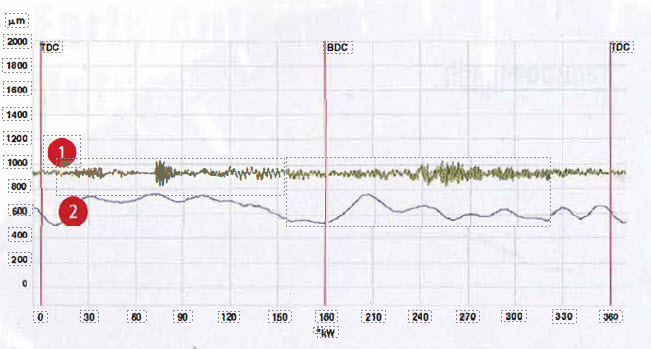
Online signals of the crosshead slide vibration (1) and the dynamic piston-rod position (2) with normal readings in “good condition” and regular machine operation.
Sequence of events
“After six years’ experience with this machine monitoring system, Yara was confident that the compressor would be safely tripped in time if the overloading caused bigger mechanical problems,” said Yara Maintenance Manager Dr. Uwe Ladwig. ”The compressor was intentionally operated beyond design limits. We simulated for a short time a capacity increase to identity potential bottlenecks in the downstream urea plant in advance of the installation of an additional compressor.”
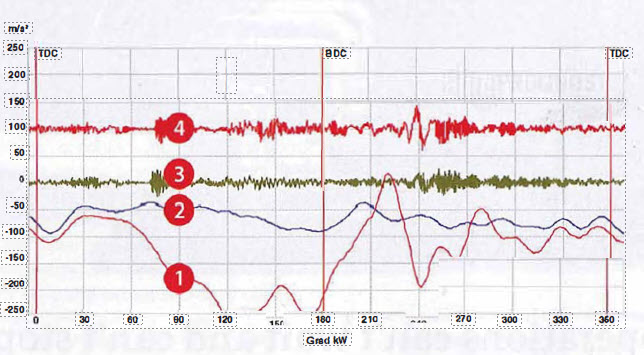
Composition of online signals to display the developments. “1” is the dynamic piston-rod position at the moment of the trip alarm; the blue line (2) is the same signal in good condition. The two readings above are crosshead acceleration signals: in good condition (3) and at the moment of alarm. (4). Whereas the Vibration shows no deviation between “good” and “bad” machine condition, the piston rod has massive movements that lead to the tripped alarm.
Yara increased the suction pressure to increase the volume of compressed gas per cycle; discharge pressure as well as running speed remained. The screenshots and data are extracted from the ring buffer data that the PROGNOST system automatically saved. This allowed a subsequent root cause analysis to be performed by the author.
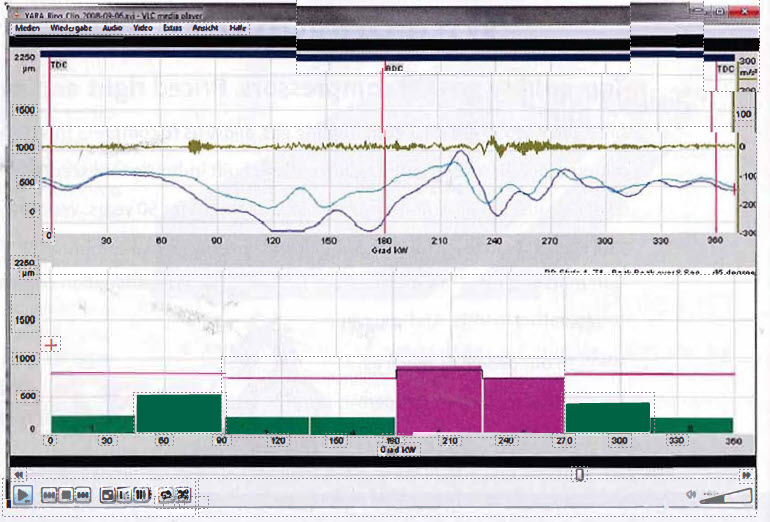
Screenshot from the ring buffer in the moment of the shutdown. The segmented piston-rod analyses initiated a series of alarms for several minutes prior to the trip. The PROGNOST ring buffer enables users to perform root cause analyses based on uncompressed data -here used in audio video interleave format in a freeware media player.
Findings
“When the machine stopped, we found a partially cracked piston rod on the first stage,” Ladwig said after the stress lest. ”Thanks to the – as expected – timely trip, we were able to repair and restart within 24 hours.”
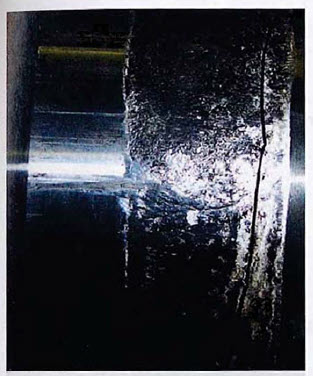
The piston rod with a 75% circumferential crack.
Today it is possible to shut down reciprocating compressors before a piston rod fails completely. The dynamic piston-rod position is the determining parameter to detect loose connections within the drive of the piston or cracks within piston rods at an early stage. Automated online machine monitoring, including safety shutdown functions, lead to lower costs of production and higher plant efficiency.
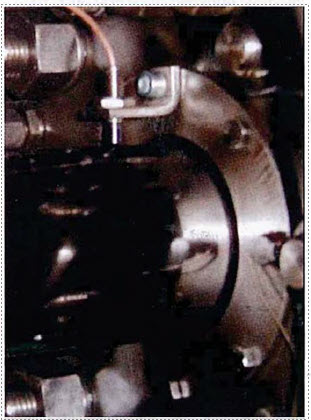
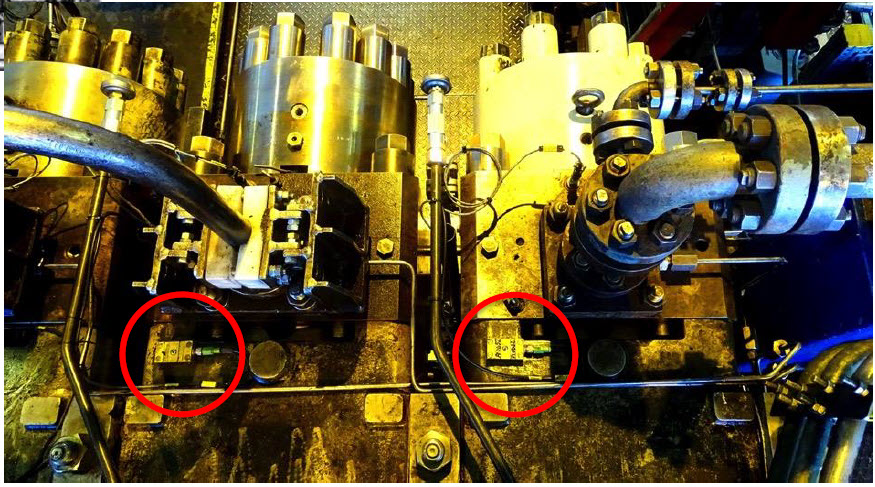
Displacement sensor to measure the dynamic piston-rod position (runout) on the first stage.
Dr. Uwe Ladwig is the maintenance manager, urea/rotating equipment, at Yara Brunsbüttel GmbH, Germany.
About Yara
Yara converts energy, natural minerals and nitrogen from the air into essential products for farmers and industrial customers. The main application is fertilizers, while industrial uses and environmental solutions are also important growth segments. The Yara Brunsbüttel site has two production units, an ammonia plant and a urea plant.



{kind=link}
{kind=link}
{kind=link}
{kind=link}